- Home
- Technologies
- Filtration
- Distillation Columns
- Evaporators
- Liquid to Liquid Extraction
- Centrifuges
- Blending Technology
- Industries
- Services
- Projects
- News
- About SRS
- Contact Us
Reactive Distillation Columns
Reactive Distillation Columns
Integrating Reaction and Separation in One Unit
Reactive Distillation (RD) is an advanced process intensification technology that combines chemical reaction and distillation separation simultaneously inside a single column. This integration allows continuous removal of products, shifting the chemical equilibrium toward higher conversion and yield.
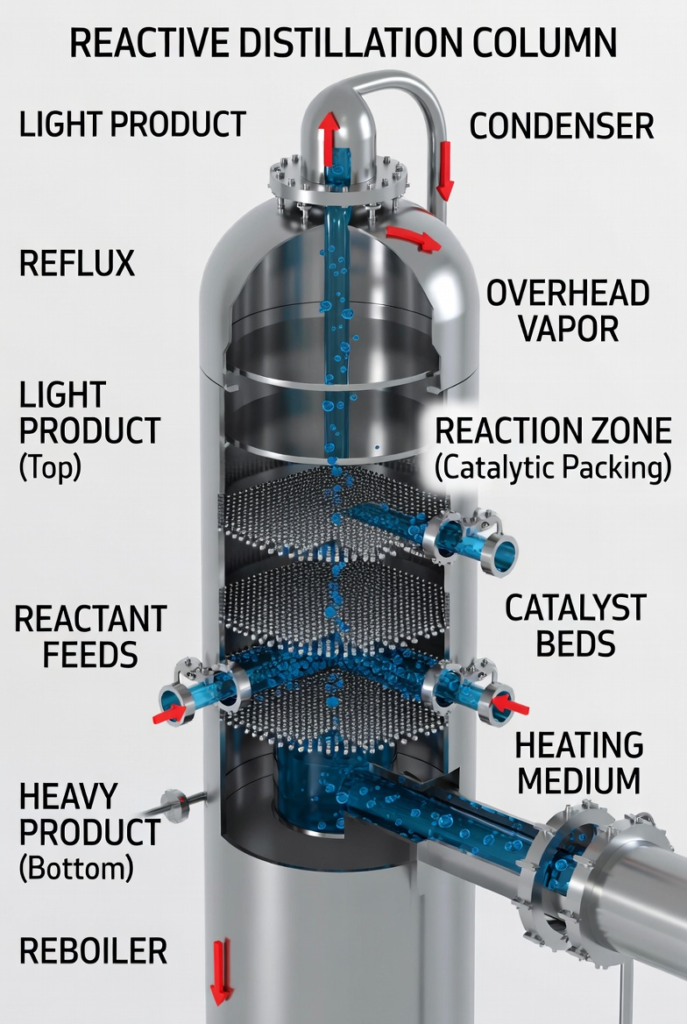
How Reactive Distillation Works
The column contains catalytic packing or trays in the reactive zone. Reactants are fed at strategic points, and as the reaction occurs, the products are immediately separated by distillation. This in-situ separation breaks equilibrium limitations, often achieving near-complete conversion.
Reactive Distillation is particularly effective for equilibrium-limited reactions such as esterification, etherification, and transesterification, making it a preferred choice in biodiesel, pharmaceutical, and specialty chemical industries.
Reactive Distillation Column Specifications
Technical Design & Performance Data
Reactive Distillation Columns integrate chemical reaction and distillation separation in a single vessel, offering superior yield, energy efficiency, and capital cost savings for equilibrium-limited reactions.
General Technical Specifications
| Parameter | Typical Range | Standard Design |
|---|---|---|
| Column Diameter | 0.8 m – 6.0 m | 1.5 – 4.0 m |
| Column Height | 15 – 60 m | 25 – 45 m |
| Operating Pressure | Atmospheric to 15 bar | 1 – 8 bar |
| Operating Temperature | 60 – 250°C | 80 – 180°C |
| Energy Savings | 25 – 45% | 30 – 40% vs conventional |
| Yield Improvement | 10 – 25% | 15% average |
Key Design Features
| Feature | Description |
|---|---|
| Catalytic Packing | Structured packing with immobilized catalysts or catalytic bales |
| Reaction Zones | Multiple reactive and non-reactive zones optimized for kinetics |
| Material of Construction | Stainless Steel 316, Duplex, Hastelloy, or exotic alloys |
| Control System | Advanced multivariable control with temperature, pressure & composition monitoring |
| Residence Time | Optimized for reaction kinetics (minutes to hours) |
Reactive Distillation Columns are ideal for equilibrium-limited reactions such as esterification, etherification, and trans
Reactive Distillation Efficiency Chart
Performance Comparison vs Conventional Technology
Reactive Distillation combines reaction and separation in a single column, delivering major improvements in yield, energy efficiency, and capital cost.
| Parameter | Conventional Process | Reactive Distillation | Improvement |
|---|---|---|---|
| Energy Consumption | 100% | 55 – 75% | 25 – 45% Savings |
| Capital Investment | 100% | 60 – 75% | 25 – 40% Reduction |
| Product Yield | 75 – 85% | 92 – 98% | +10 – 20% |
| Equipment Count | 4 – 6 units | 1 – 2 units | 60 – 75% Reduction |
| Plot Space | 100% | 40 – 55% | 45 – 60% Smaller |
| Overall Efficiency | Baseline | — | Superior |
Best Applications: Esterification, etherification, biodiesel production, and equilibrium-limited reactions where shifting the reaction equilibrium provides major economic benefits.
Reactive Distillation Column Applications
Where Reaction + Separation in One Column Delivers Maximum Value
Reactive Distillation is particularly powerful for equilibrium-limited reactions, offering higher yields, reduced energy use, and lower capital costs by combining reaction and product separation in a single unit.
| Industry | Key Applications | Main Benefits |
|---|---|---|
| Biodiesel Production | Transesterification of vegetable oils / animal fats with methanol or ethanol | Higher conversion, reduced excess alcohol, simpler flowsheet |
| Esterification Reactions | Methyl acetate, ethyl acetate, butyl acetate production | Overcoming equilibrium limitations, high purity products |
| Etherification | MTBE, ETBE, TAME production | Improved yield and reduced byproduct formation |
| Pharmaceuticals & Fine Chemicals | Esterifications, amidations, and other equilibrium reactions | Higher selectivity and reduced downstream processing |
| Petrochemicals | Cumene, propylene oxide derivatives, and specialty monomers | Significant capital and energy cost savings |
Reactive Distillation is most advantageous for reversible, equilibrium-limited reactions where continuous product removal drives the reaction forward, delivering superior economics and process simplification.
Reactive Distillation Column – Advantages & Disadvantages
Balanced Overview of Reactive Distillation Technology
| Advantages | Disadvantages |
|---|---|
| • Combines reaction and separation in one unit • Shifts equilibrium, significantly higher yields • 25–45% energy savings • 25–40% lower capital investment • Reduced equipment count and plot space • Fewer by-products and less waste • Improved selectivity and product purity | • Complex column design and modeling • Limited operating window (temperature & pressure must suit both reaction and distillation) • Difficult to scale-up for some reactions • Catalyst lifetime and replacement challenges • Less flexible for changing feed compositions • Requires highly experienced engineering team |
Reactive Distillation is extremely powerful for equilibrium-limited reactions like esterification and etherification, but success depends heavily on proper chemical compatibility and expert process design.
Reactive Distillation Column – Frequently Asked Questions
Common Questions Answered
| Question | Answer |
|---|---|
| What is Reactive Distillation? | Reactive Distillation is an advanced process that combines chemical reaction and distillation separation simultaneously in a single column, allowing the reaction to shift toward higher conversion by continuously removing products. |
| What are the main benefits of Reactive Distillation? | It offers 25–45% energy savings, 25–40% lower capital cost, higher yields, reduced equipment count, and smaller plant footprint compared to conventional reactor + distillation setups. |
| What types of reactions are suitable for Reactive Distillation? | Equilibrium-limited reactions such as esterification, etherification, transesterification (biodiesel), and hydrolysis where product removal drives the reaction forward. |
| Is Reactive Distillation more difficult to control? | It requires advanced multivariable control systems, but modern technology has made it reliable and widely used in industry. |
| What catalysts are used? | Solid catalysts in structured packing (catalytic bales), ion-exchange resins, or heterogeneous catalysts depending on the reaction. |
| Can existing plants be retrofitted with Reactive Distillation? | Yes, many successful retrofits have been done, though new grassroots designs usually achieve the best performance. |
| In which industries is it most commonly used? | Biodiesel production, ester production (methyl acetate, ethyl acetate), MTBE/ETBE manufacturing, and fine chemicals. |