- Home
- Technologies
- Filtration
- Distillation Columns
- Evaporators
- Liquid to Liquid Extraction
- Centrifuges
- Blending Technology
- Industries
- Services
- Projects
- News
- About SRS
- Contact Us
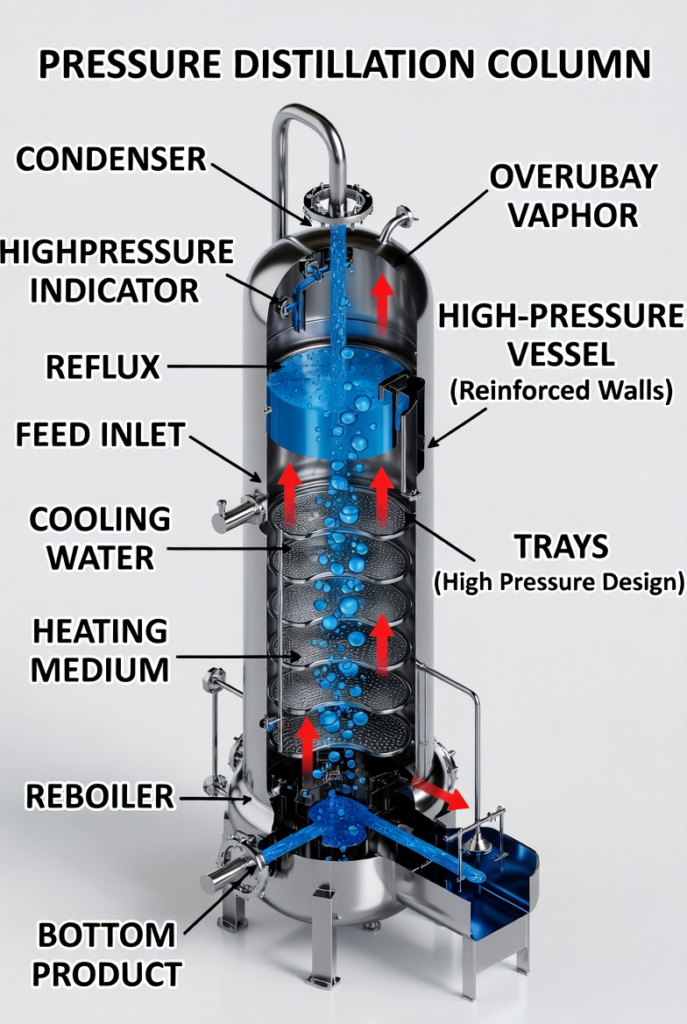
Pressure Distillation Columns
High-Pressure Distillation for Light Components & Gases
Pressure Distillation Columns operate above atmospheric pressure to increase the boiling points of volatile components. This technology is ideal for separating light hydrocarbons, gases, and low-boiling mixtures that would require extremely low temperatures under atmospheric conditions.
How Pressure Distillation Works
By increasing the operating pressure, the boiling points of the components rise, allowing condensation with cooling water instead of expensive refrigeration. This makes the process more energy-efficient and practical for light fractions.
Pressure Distillation Column – Detailed Specifications
Technical Design Standards & Performance Data
Pressure Distillation Columns are engineered for high-efficiency separation of light hydrocarbons and volatile compounds under elevated pressure. They offer superior capacity and reduced refrigeration requirements compared to atmospheric columns.
Technical Specifications
| Parameter | Typical Range | Standard Design |
|---|---|---|
| Operating Pressure | 2 – 40 bar (g) | 10 – 25 bar (g) |
| Operating Temperature | 40 – 220°C | 80 – 160°C |
| Column Diameter | 0.8 m – 6.0 m | 1.5 – 4.5 m |
| Column Height | 15 – 60 m | 25 – 45 m |
| Internals | High-efficiency sieve trays or structured packing | Valve trays or Mellapak packing |
| Material of Construction | Carbon Steel, SS 304/316, Duplex Stainless Steel | Carbon Steel with SS cladding |
| Design Capacity | 5,000 – 500,000 kg/hr | 50,000 – 250,000 kg/hr |
Key Design Features
| Feature | Specification |
|---|---|
| Safety Systems | Pressure relief valves, rupture discs, emergency shutdown systems |
| Control System | Advanced DCS with multivariable pressure, temperature & flow control |
| Heat Integration | Feed preheaters, reboiler optimization, and condenser heat recovery |
SRS’s Pressure Distillation Columns are custom-engineered to deliver maximum capacity, energy efficiency, and long-term reliability for your light hydrocarbon separation needs.
High Pressure Distillation Efficiency
Performance Gains at Elevated Pressure
Operating under high pressure significantly improves efficiency, capacity, and economics for light hydrocarbon separations.
Efficiency Comparison Chart
| Operating Pressure (bar) | Energy Savings (%) | Throughput Increase (%) | Column Height Reduction (%) | Efficiency Rating |
|---|---|---|---|---|
| 1 bar (Atmospheric) | 0% | Baseline | 0% | Baseline |
| 5 bar | 12% | +45% | 8% | Good |
| 10 bar | 22% | +78% | 15% | Very Good |
| 15 bar | 28% | +95% | 19% | Excellent |
| 20 bar | 33% | +105% | 22% | Outstanding |
| 30+ bar | 38 – 42% | +115% | 24 – 26% | Superior |
Best Operating Range: 10 – 25 bar for optimal balance between efficiency, safety, and equipment cost.
Pressure Distillation Column Applications
Proven Performance in Light Hydrocarbon & Gas Processing
Pressure Distillation Columns are specifically designed for separating light, volatile components where elevated pressure improves efficiency and reduces refrigeration requirements.
| Industry | Key Applications | Benefits |
|---|---|---|
| Petrochemicals & Refining | C2/C3 Splitter, Debutanizer, Depropanizer, LPG fractionation | High throughput, reduced refrigeration needs |
| Natural Gas Processing | Natural Gas Liquids (NGL) recovery, demethanizer, deethanizer | Improved recovery of valuable light hydrocarbons |
| LPG & Gas Industry | LPG separation, propane/propylene splitter | Compact design and high purity products |
| Air Separation | Nitrogen/Oxygen/Argon separation | Efficient cryogenic gas production |
| Specialty Chemicals | Light solvent recovery, monomer purification | Energy-efficient separation of volatile compounds |
Pressure Distillation Columns are the preferred choice wherever high-purity light hydrocarbon separations are required with maximum energy efficiency and compact footprint.
Pressure Distillation Column – Advantages & Disadvantages
Balanced Evaluation of High-Pressure Distillation
| Advantages | Disadvantages |
|---|---|
|
• Uses cooling water instead of expensive refrigeration systems • Significantly higher throughput capacity due to increased vapor density • Smaller column diameter for the same production rate • Excellent for light hydrocarbon and gas separations • Reduced energy consumption for condensing light components • Compact overall plant footprint |
• Requires thicker vessel walls and higher design pressure ratings • Higher capital cost for pressure-rated equipment and safety systems • More complex pressure control and relief systems • Potential material corrosion issues at elevated pressure and temperature • Less flexible for wide boiling range feeds • Higher maintenance requirements for seals and valves |
Pressure Distillation Columns deliver outstanding performance for light component separations when properly designed. The advantages in energy efficiency and capacity often outweigh the higher equipment costs in large-scale petrochemical and gas processing applications.
Common Questions Answered
| Question | Answer |
|---|---|
| What is a Pressure Distillation Column? | A Pressure Distillation Column operates above atmospheric pressure (typically 2–40 bar) to raise boiling points, making it ideal for separating light hydrocarbons and volatile gases. |
| Why use high pressure instead of atmospheric distillation? | Higher pressure allows condensation with cooling water instead of costly refrigeration and increases throughput capacity significantly. |
| What are the typical applications? | LPG fractionation, C2/C3 splitters, natural gas liquids (NGL) recovery, depropanizers, debutanizers, and air separation. |
| What pressure range is most common? | 10 to 25 bar is the most common and economical operating range for most petrochemical and gas processing applications. |
| Does high pressure increase safety risks? | Yes, it requires thicker walls, higher-grade materials, and robust safety systems, but modern designs are very safe when properly engineered. |
| How does it compare to vacuum distillation? | Pressure distillation is used for light, volatile components, while vacuum distillation is used for heavy, heat-sensitive materials. |
| What are the main advantages? | Higher capacity, lower energy use for condensation, smaller equipment size, and elimination of refrigeration systems. |
Tab Content