- Home
- Technologies
- Filtration
- Distillation Columns
- Evaporators
- Liquid to Liquid Extraction
- Centrifuges
- Blending Technology
- Industries
- Services
- Projects
- News
- About SRS
- Contact Us
Reboilers, Condensers & Heat Exchangers
Reboilers, Condensers & Heat Exchangers
Critical Heat Transfer Equipment for Distillation Columns
Reboilers, condensers, and heat exchangers are essential components in every distillation system. They manage energy input and output, directly affecting efficiency, product quality, and operating costs.
Reboilers
Reboilers supply heat to the bottom of the column to generate vapor flow.
| Type | Description | Best For |
|---|---|---|
| Kettle Reboiler | Pool boiling with large liquid holdup | Clean services, high vaporization |
| Thermosiphon (Vertical/Horizontal) | Natural circulation, no pump required | Most common, cost-effective |
| Forced Circulation | Pump-driven for viscous or fouling fluids | Heavy fouling services |
Condensers
Condensers remove heat from overhead vapor and convert it back to liquid.
| Type | Description | Best For |
|---|---|---|
| Total Condenser | All vapor is condensed to liquid | Most common applications |
| Partial Condenser | Produces both liquid and vapor products | When overhead product is vapor |
| Air-Cooled Condenser | Uses ambient air for cooling | Water-scarce locations |
Heat Exchangers in Distillation
| Type | Purpose |
|---|---|
| Feed Preheater | Recovers heat from product streams to preheat column feed |
| Intercondensers / Interreboilers | Intermediate heat addition/removal for energy optimization |
| Bottoms Cooler | Cools column bottoms product before storage |
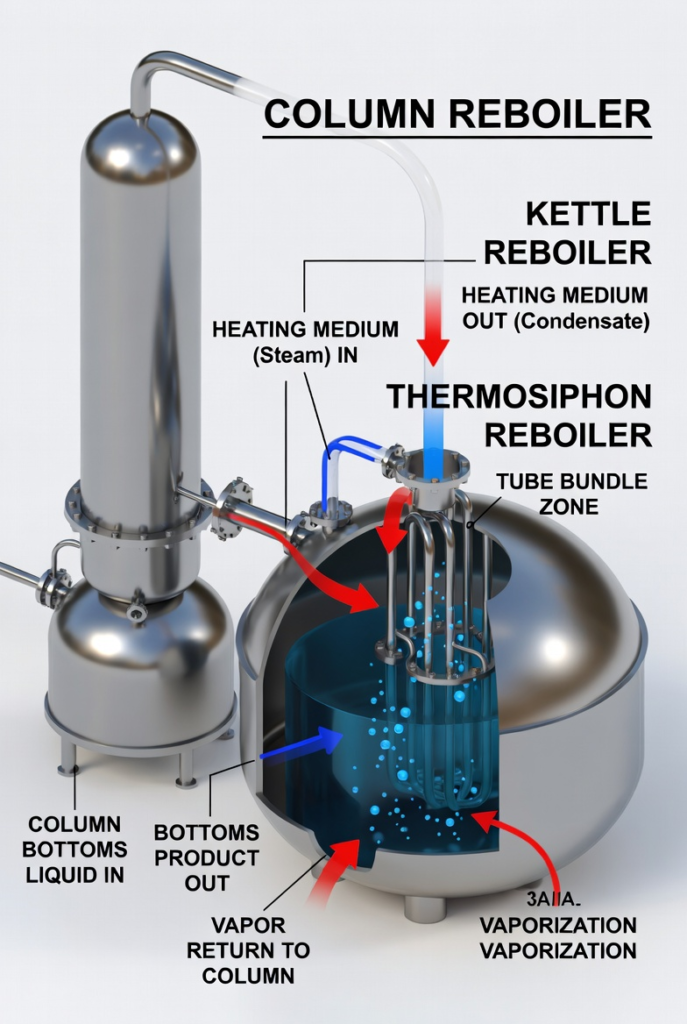
Distillation Column Reboiler
The Heart of Every Distillation System
The reboiler is one of the most critical components in a distillation column. It provides the heat necessary to generate vapor flow from the bottom of the column, creating the upward vapor traffic essential for effective separation.
Technical Specifications
| Parameter | Typical Range |
|---|---|
| Heat Duty | 0.5 MW – 30 MW |
| Operating Temperature | 80 – 280°C |
| Design Pressure | Up to 30 bar |
| Heat Transfer Area | 50 – 2,000 m² |
| Common Types | Kettle, Vertical Thermosiphon, Horizontal Thermosiphon, Forced Circulation |
| Heating Medium | Steam, Hot Oil, Fired Heater |
Reboilers are carefully designed based on column vapor load, bottom composition, and available heating medium. Thermosiphon reboilers are most common due to their simplicity and reliability, while forced circulation types are selected for fouling or viscous services. Proper reboiler design ensures stable column operation, optimal energy efficiency, and long-term reliability.
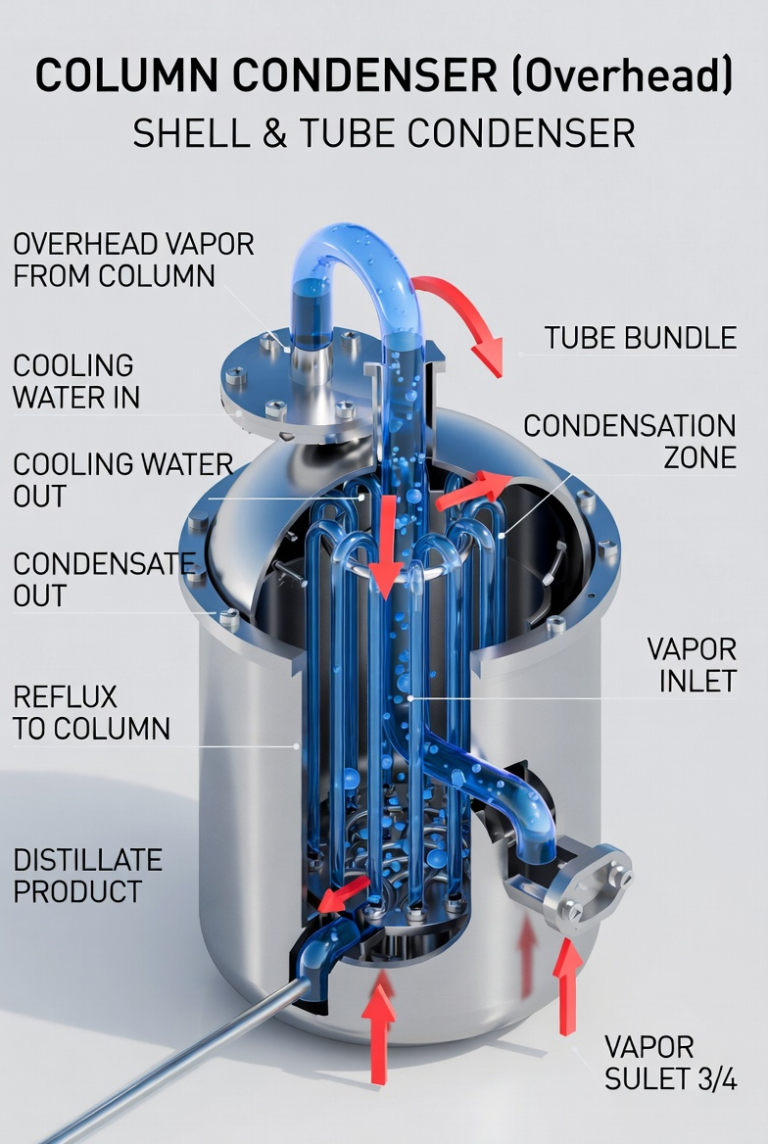
Distillation Column Condensers
Converting Overhead Vapor into Liquid Product
The condenser is a vital component of every distillation column. It removes heat from the overhead vapor, converting it into liquid distillate (product) and reflux. Proper condenser design directly impacts product quality, energy efficiency, and column stability.
Technical Specifications
| Parameter | Typical Range |
|---|---|
| Heat Duty | 0.5 MW – 35 MW |
| Operating Temperature | 40 – 180°C |
| Condenser Types | Total Condenser, Partial Condenser, Air-Cooled, Shell & Tube |
| Heat Transfer Area | 50 – 2,500 m² |
| Cooling Medium | Cooling Water, Chilled Water, Air, Refrigerant |
| Reflux Ratio | 0.5 : 1 to 10 : 1 (typical 1:1 to 5:1) |
Condensers are available in many configurations. Total condensers are most common, producing fully liquid overhead product and reflux. Partial condensers are used when a vapor product is required. Air-cooled condensers are popular in water-scarce areas. Proper sizing and design ensure stable column pressure, efficient heat removal, and consistent product quality.
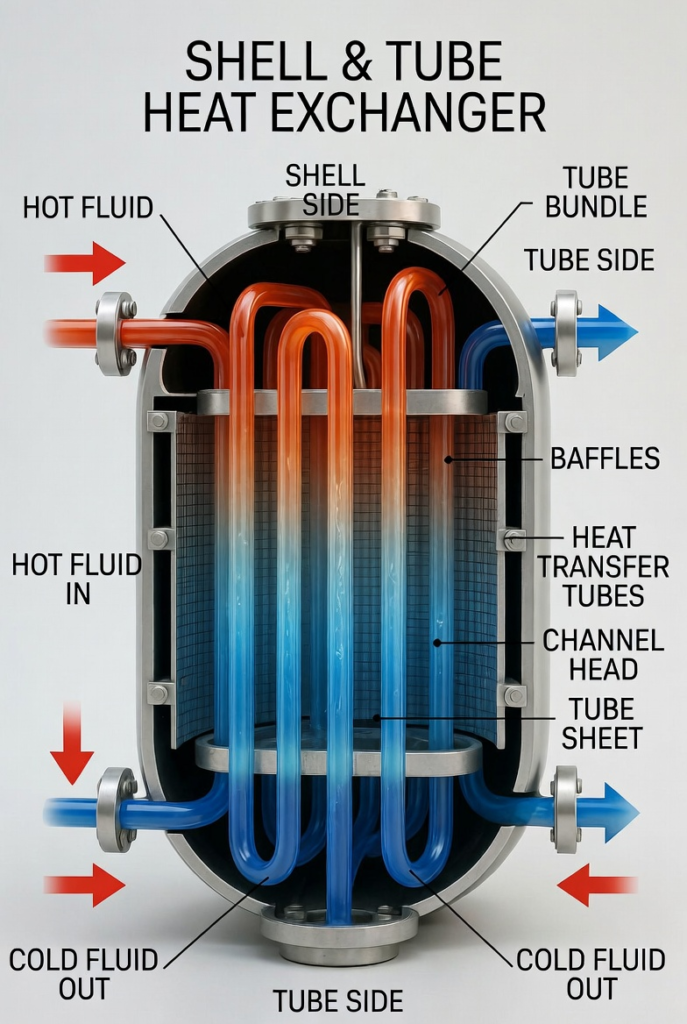
Shell and Tube Heat Exchangers
The Most Versatile and Widely Used Heat Transfer Equipment in Distillation
Shell and Tube Heat Exchangers are the workhorse of distillation systems. They are used as reboilers, condensers, feed preheaters, product coolers, and interchangers due to their robustness, flexibility, and ability to handle high pressures and temperatures.
Technical Specifications
| Parameter | Typical Range |
|---|---|
| Heat Transfer Area | 20 – 3,000 m² per unit |
| Design Pressure | Up to 100 bar (shell & tube side) |
| Design Temperature | -50°C to 450°C |
| Tube Material | SS 316L, Duplex, Titanium, Hastelloy, Carbon Steel |
| Common Configurations | Fixed Tube Sheet, Floating Head, U-Tube, Kettle Type |
| Heat Duty | 0.1 MW – 40 MW |
Why Shell & Tube Heat Exchangers?
| Advantage | Description |
|---|---|
| High Versatility | Handles wide range of pressures, temperatures, and fluids |
| Easy Maintenance | Tubes can be cleaned or replaced individually |
| Proven Reliability | Standard design with decades of industrial service |
| Fouling Resistance | Suitable for dirty or fouling services |
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.