Biodiesel Industry
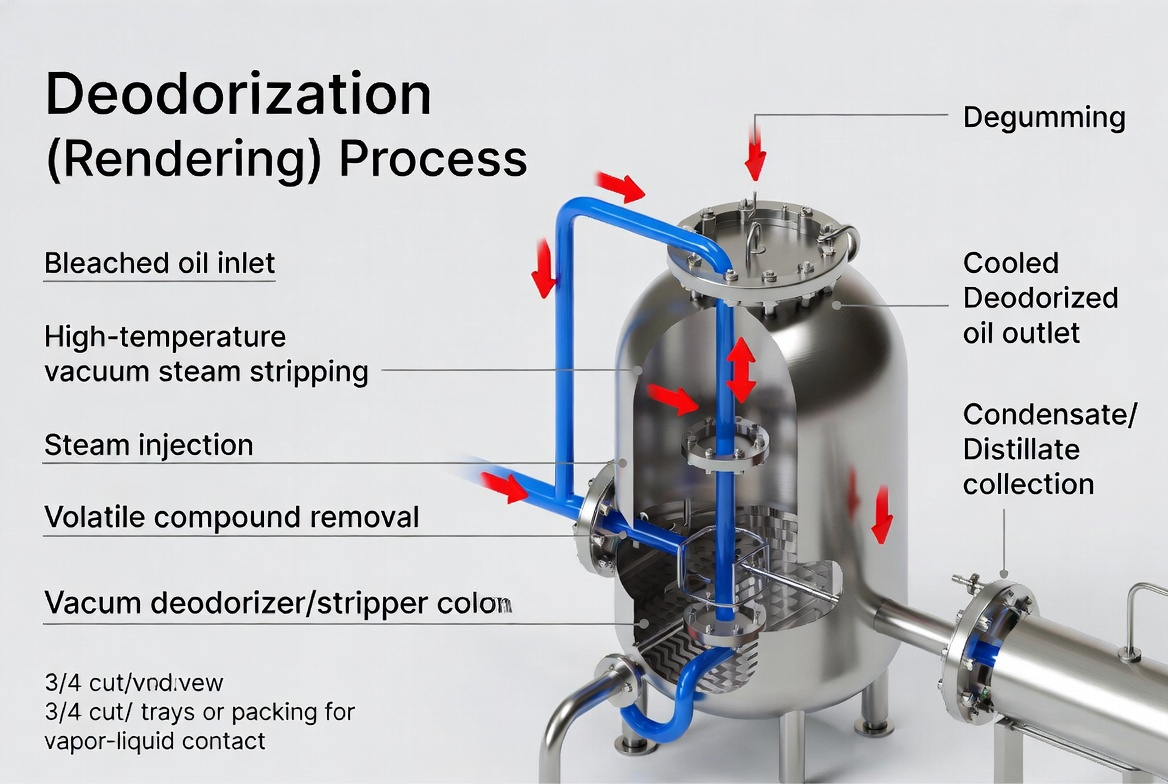
Rendering
Rendering is the industrial process of converting animal by-products, such as fat, bones, and offal, into usable materials like tallow, lard, meat and bone meal, and greases. Through high-temperature cooking and separation, rendering recovers valuable proteins and fats while reducing waste. It plays a vital role in the food, feed, oleochemical, and biofuel industries.
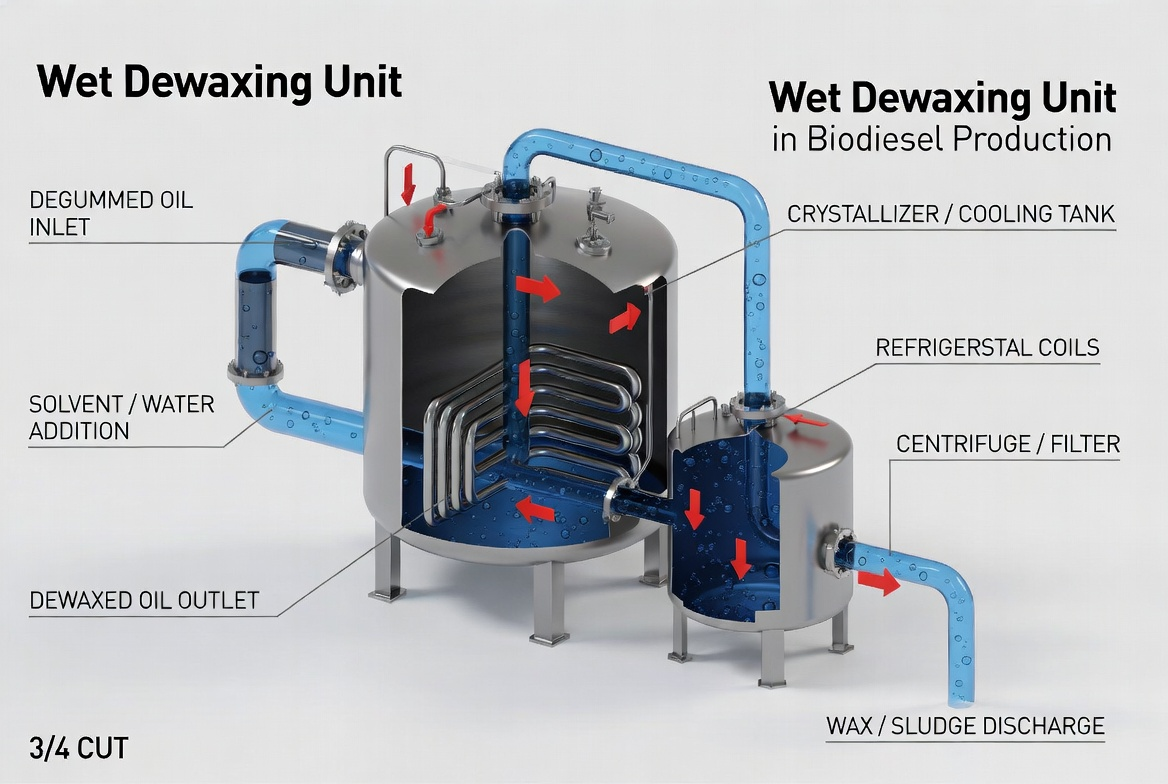
wet dewaxing
Wet Dewaxing is a refining process used to remove waxes from vegetable oils such as sunflower, corn, and canola. The oil is cooled to crystallize the waxes, then a small amount of water is added to help the crystals aggregate. The mixture is filtered or centrifuged, resulting in clear, stable oil that remains free of haze even at low temperatures.
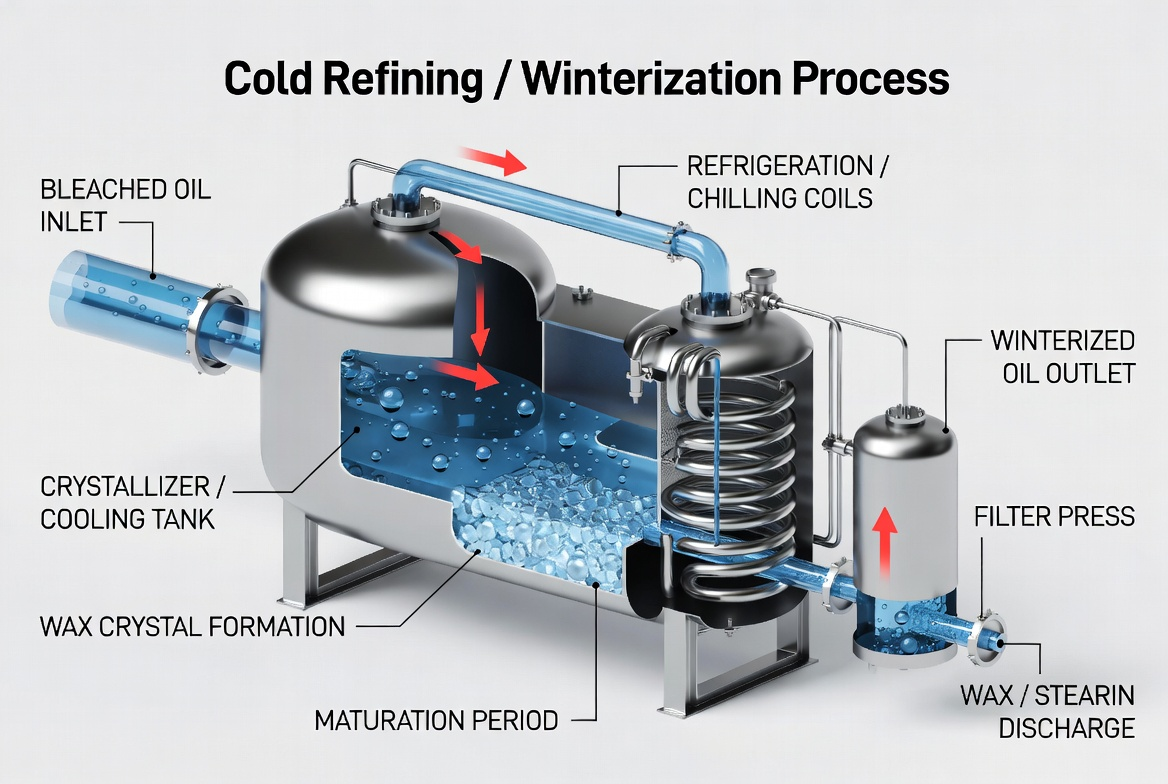
cold refining
Cold Refining is a low-temperature processing method used to produce high-quality edible oils. Unlike traditional refining, it avoids high heat, preserving the oil’s natural flavor, aroma, color, and nutritional value, including antioxidants and vitamins. This gentle process is commonly used for premium oils such as extra virgin olive oil, avocado oil, and specialty seed oils, resulting in superior taste and health benefits.
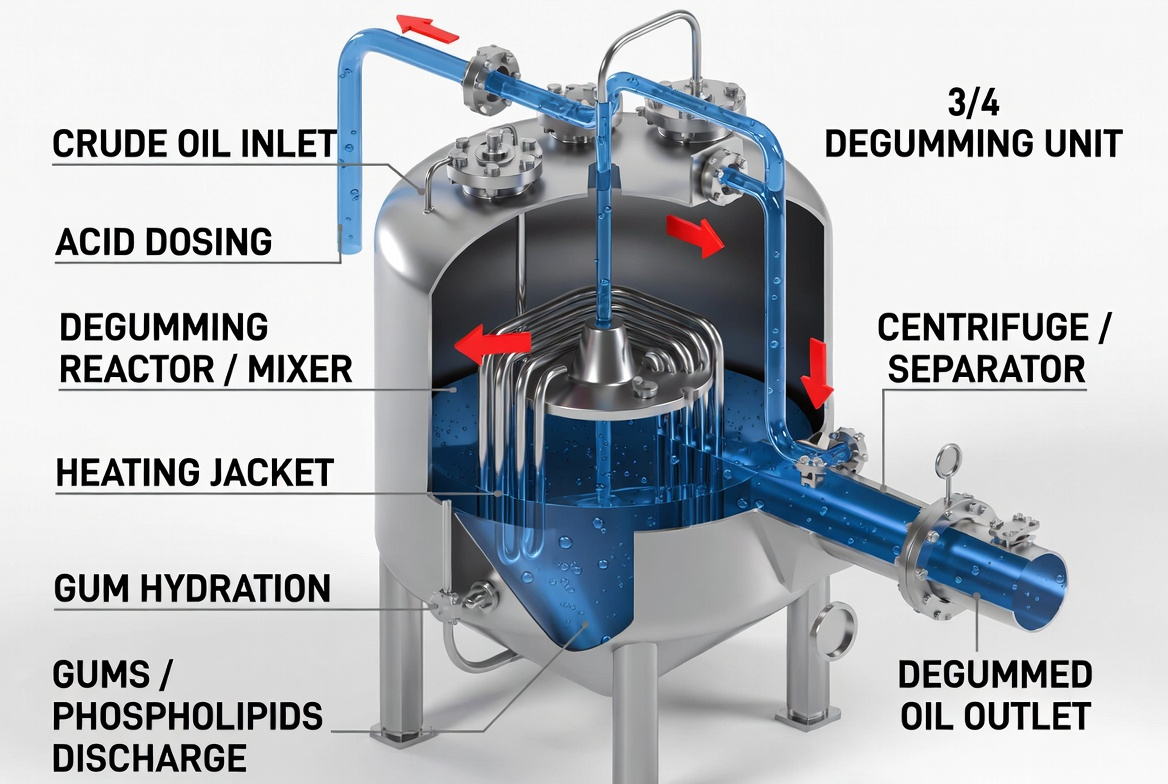
degumming
Degumming is the initial purification step in edible oil refining. It involves treating crude oil with water or acid to remove phospholipids, gums, and other water-soluble impurities. This process prevents oil cloudiness, reduces refining losses, and improves the efficiency of subsequent steps like neutralization and bleaching. Effective degumming is essential for producing high-quality, stable, and clear edible oils.
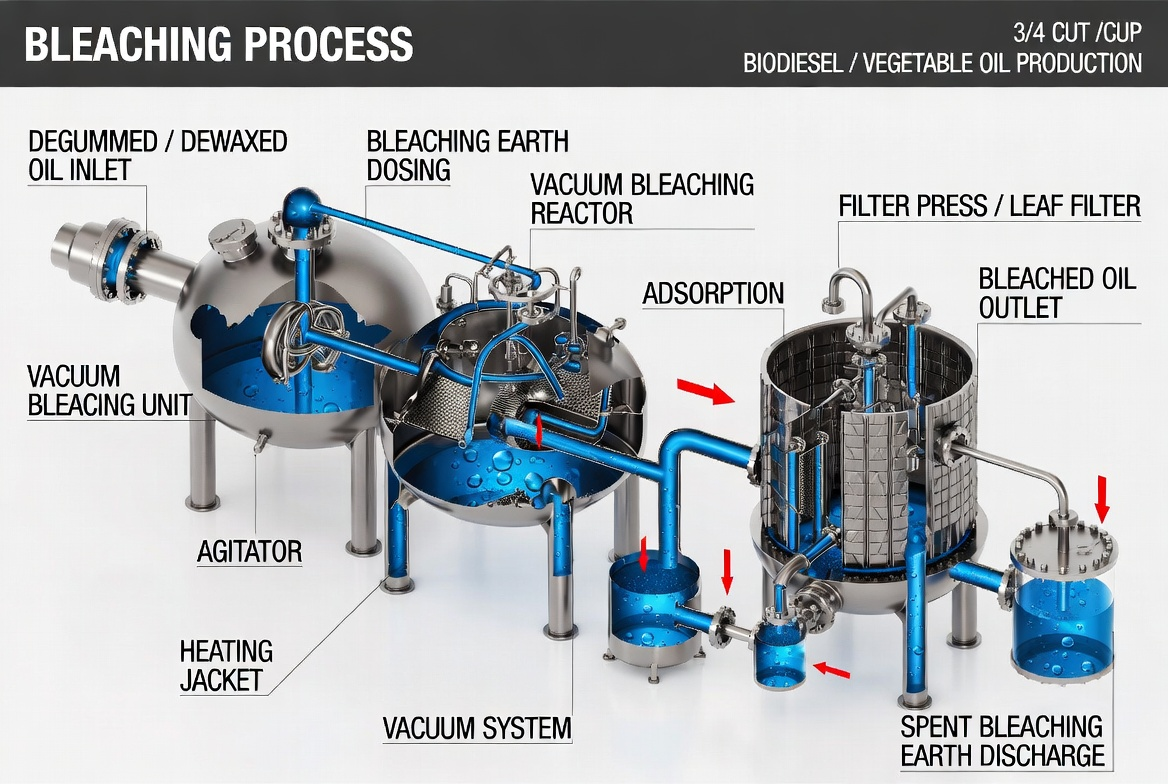
bleaching
Bleaching is a key purification stage in edible oil refining. It involves mixing the oil with bleaching earth (activated clay) or other adsorbents to remove color pigments (carotenoids and chlorophyll), trace metals, soaps, and oxidation products. This process significantly improves the oil’s clarity, stability, flavor, and shelf life before final deodorization.

neutralization
Neutralization is a vital early stage in edible oil refining. It removes free fatty acids (FFAs) from crude oil by reacting them with an alkaline solution, typically sodium hydroxide (caustic soda). This chemical reaction produces soapstock, which is separated from the oil. Neutralization lowers the oil’s acidity, prevents rancidity, and prepares it for subsequent refining processes such as bleaching and deodorization.
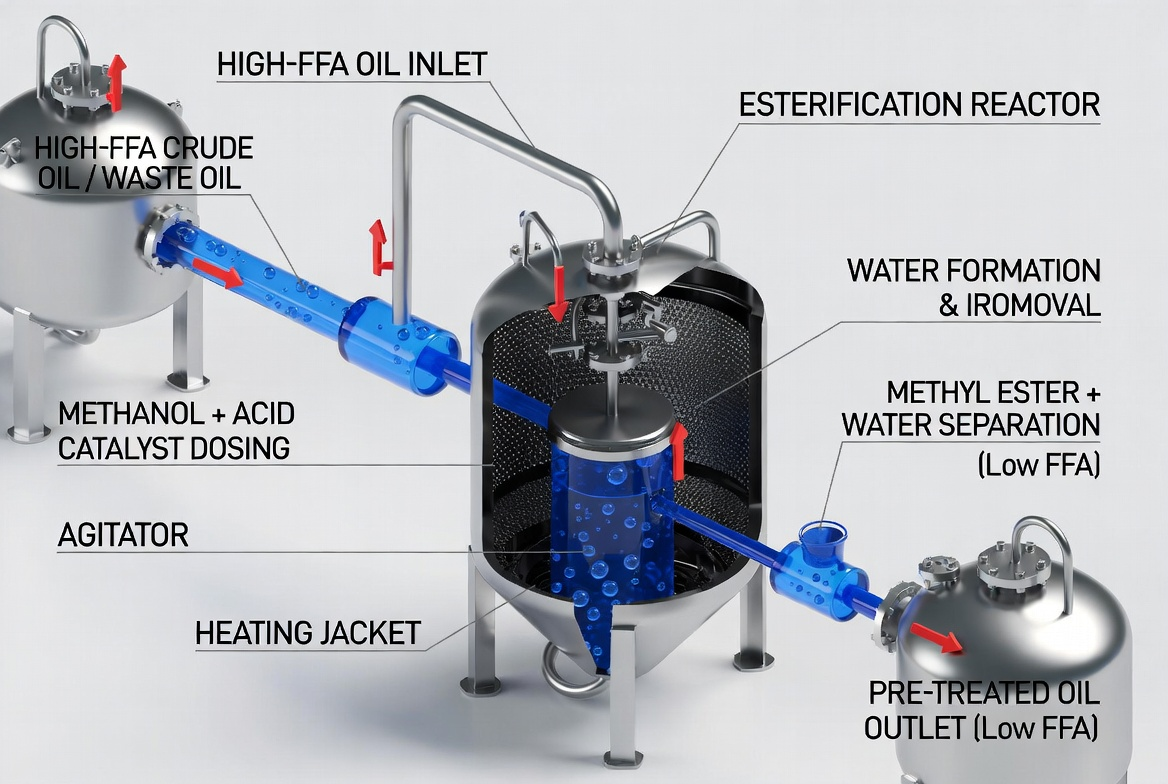
esterification
Esterification is a key chemical process used primarily in biodiesel production. It involves reacting free fatty acids (FFAs) with an alcohol (typically methanol) in the presence of an acid catalyst to produce fatty acid methyl esters (biodiesel) and water. This step is crucial for processing high-FFA feedstocks, reducing acidity, and improving overall conversion efficiency before transesterification.
transesterification
Transesterification is the core chemical reaction in biodiesel production. It converts triglycerides from vegetable oils, animal fats, or used cooking oil into fatty acid methyl esters (biodiesel) and glycerin. The process involves reacting the oil with an alcohol (usually methanol) in the presence of a catalyst, typically sodium or potassium hydroxide, under controlled temperature and pressure.
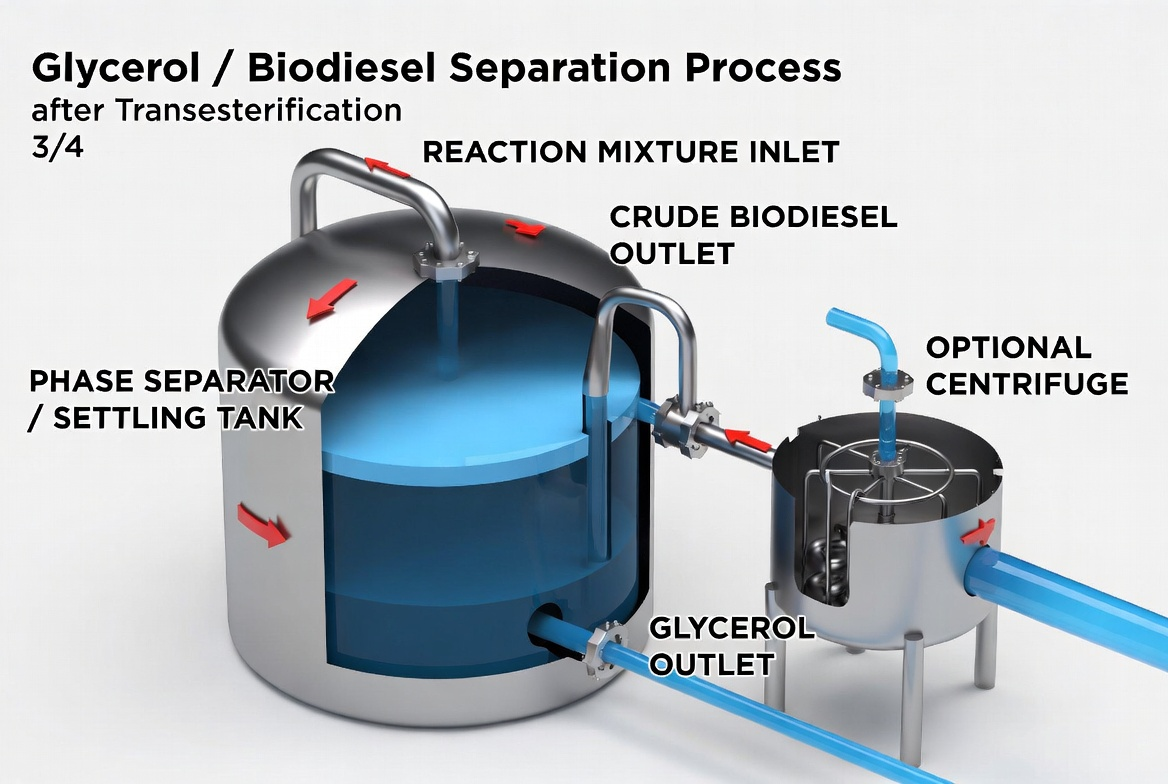
separation
Separation is a critical step in biodiesel production that occurs after trans-esterification. It involves allowing the mixture to settle or using a centrifuge to separate the lighter biodiesel (methyl esters) from the heavier glycerin byproduct. Efficient separation ensures high biodiesel yield and purity while recovering glycerin for further refinement or sale.
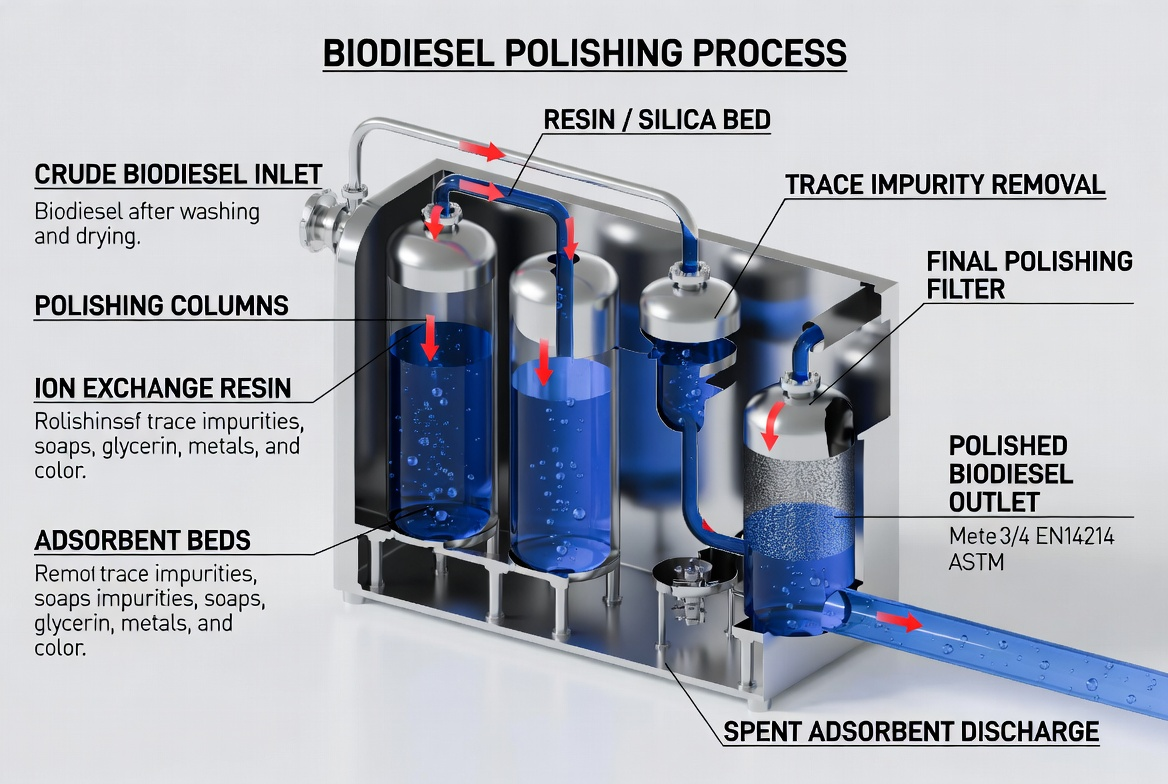
polishing
Polishing is the final purification stage in biodiesel and edible oil production. It involves passing the fuel or oil through specialized filters, ion-exchange resins, or adsorbents to remove trace impurities such as residual glycerin, soaps, metals, phospholipids, and color bodies. This critical step ensures the product meets strict international quality specifications, delivering crystal-clear, stable, and high-performance fuel or oil.
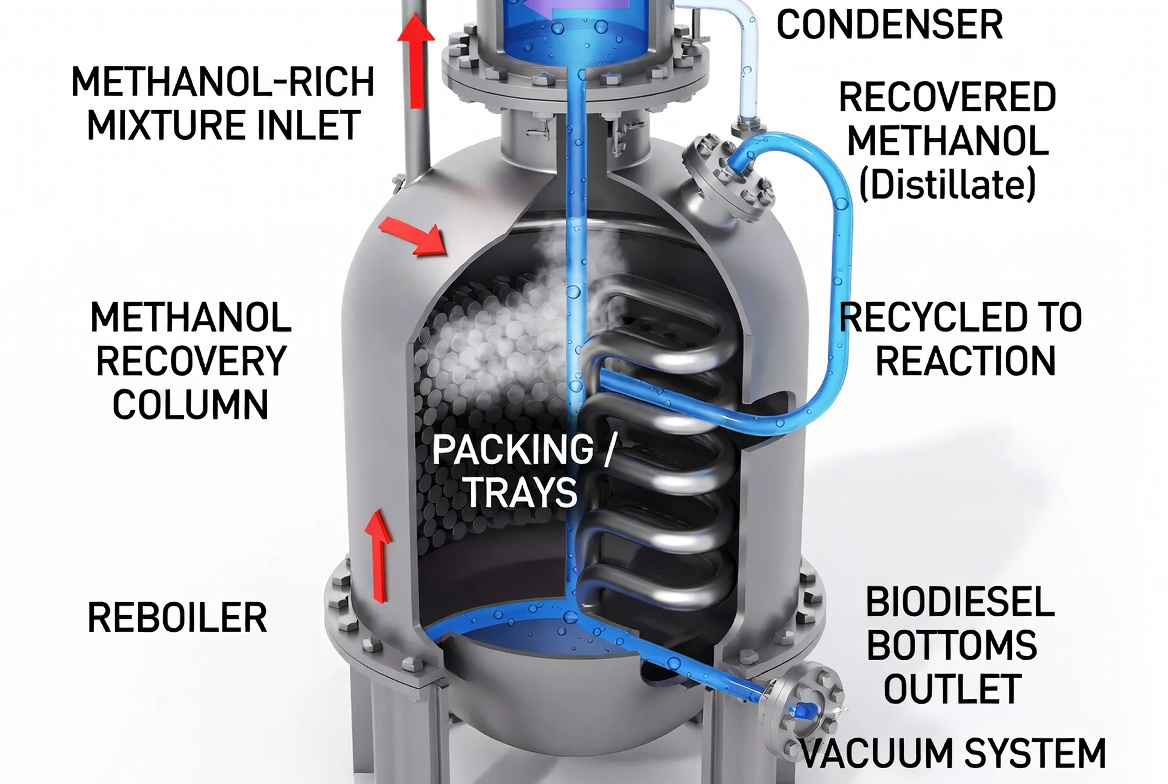
methanol recovery
Methanol Recovery is an essential step in biodiesel production. After trans-esterification, excess methanol is recovered from both the biodiesel and glycerin phases through distillation or evaporation. This recovered methanol is then purified and reused in subsequent batches. Effective methanol recovery significantly reduces raw material costs, improves process economics, and minimizes environmental impact by reducing waste.
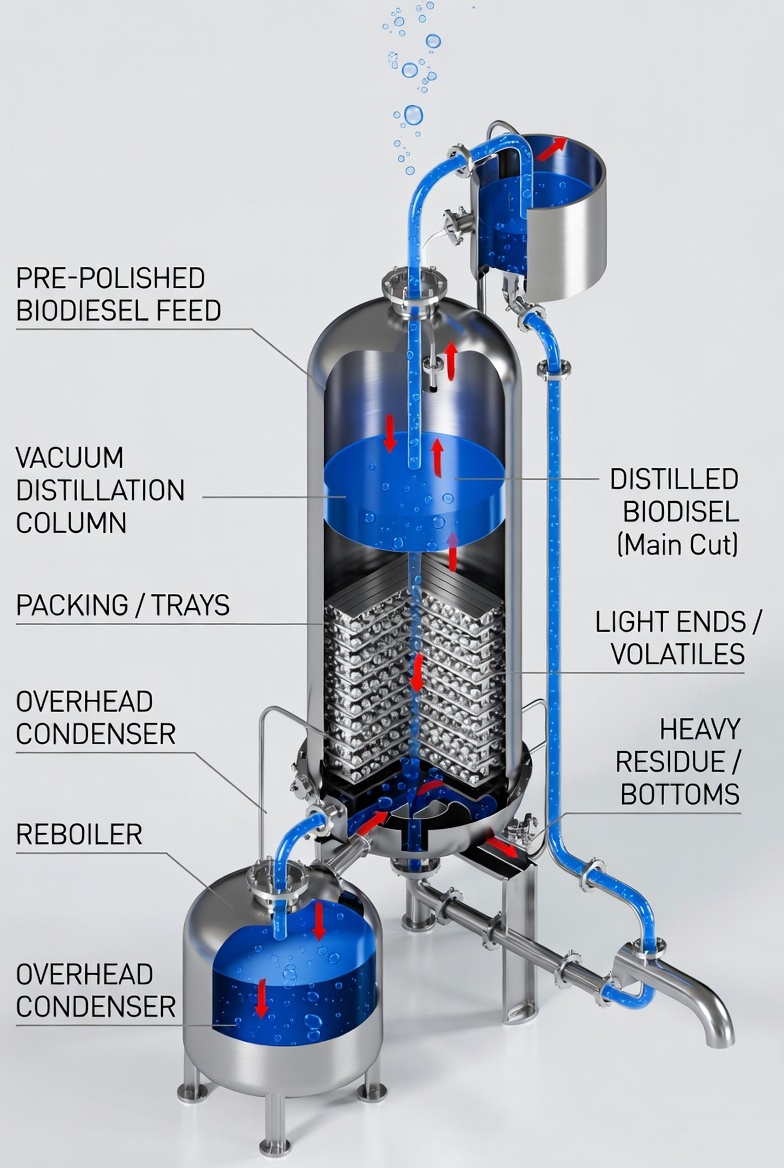
bioidiesel distillation
Biodiesel Distillation is a final purification process that removes impurities, residual glycerin, methanol, and heavy compounds from crude biodiesel. Using vacuum distillation, the fuel is heated under reduced pressure to separate lighter fractions from heavier residues. This step significantly improves color, clarity, stability, and cold-flow properties, ensuring the biodiesel meets stringent international quality standards such as ASTM D6751 and EN 14214.
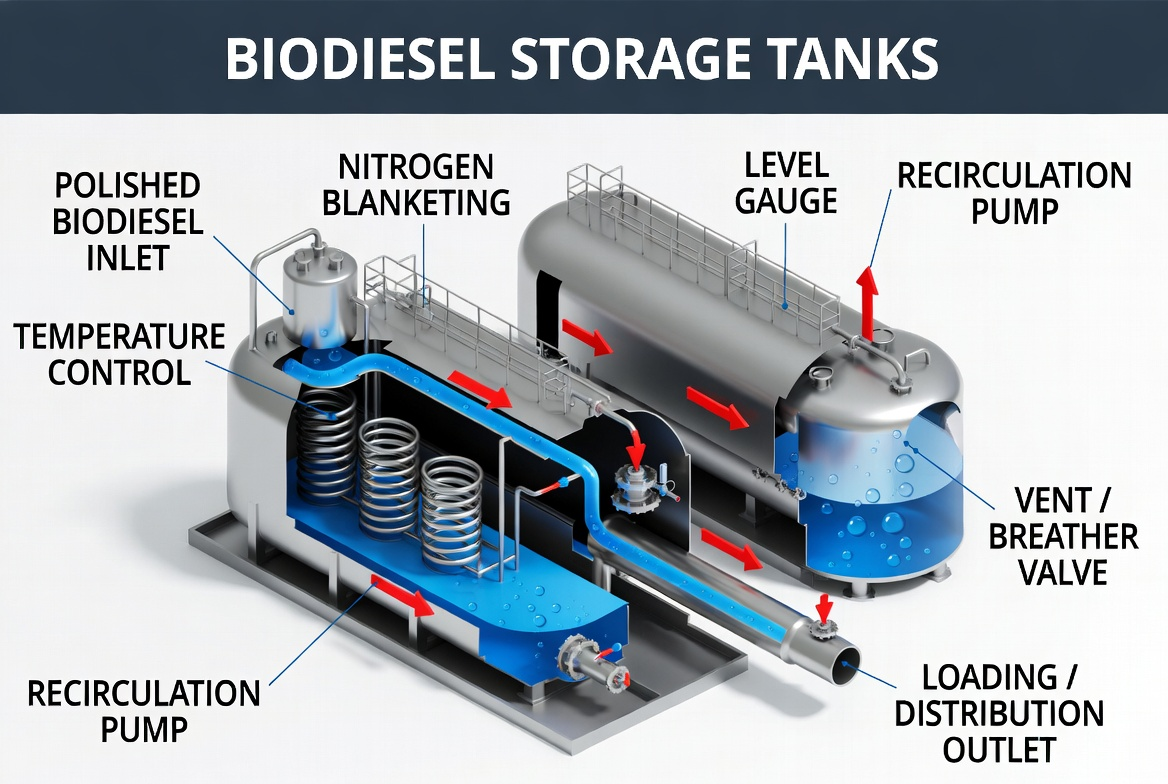
Storage
Storage is the final and critical stage in biodiesel production. After polishing and quality testing, the finished biodiesel is transferred into dedicated storage tanks designed to maintain product integrity. Proper storage systems prevent oxidation, moisture absorption, and contamination. Temperature control, nitrogen blanketing, and regular quality monitoring are essential to preserve fuel stability and meet specifications during long-term storage and distribution.
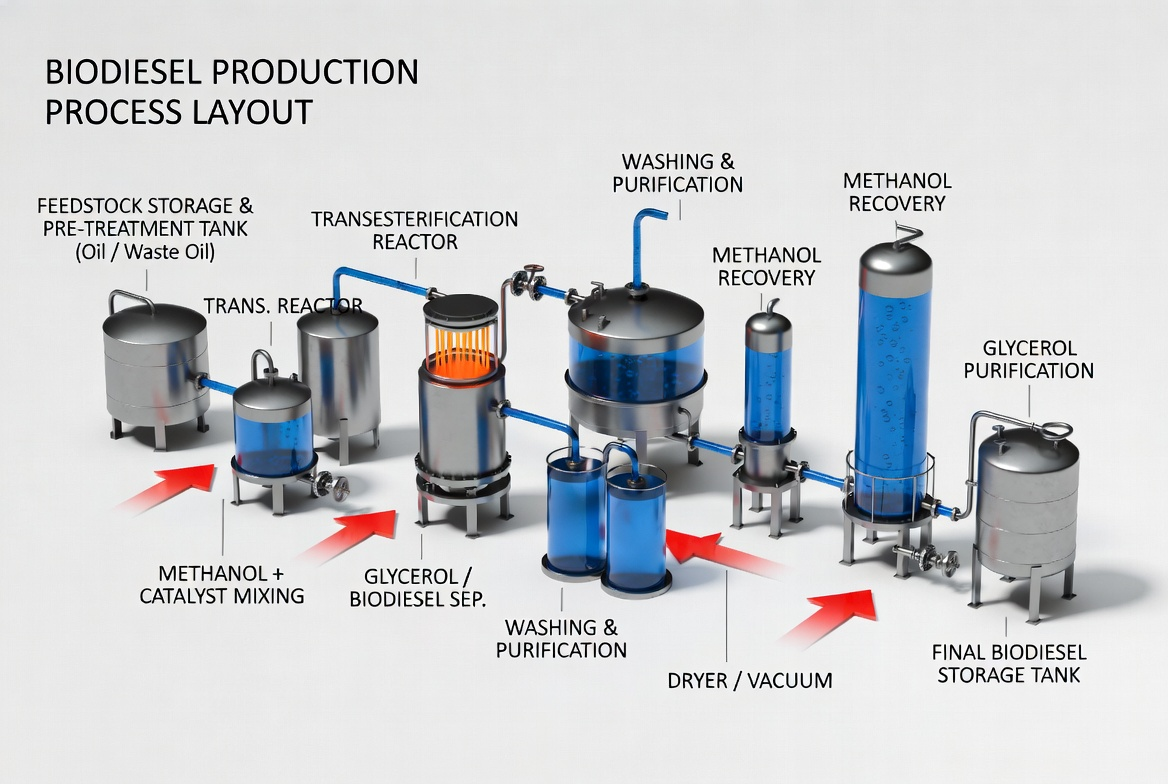
Process Flow Overview
Step-by-Step Process
Waste cooking oil, vegetable oil, or animal fat is filtered, dried, and preheated.
Methanol is mixed with sodium or potassium hydroxide to create the methoxide solution.
Oil + Methanol → Biodiesel + Glycerol (carried out in a reactor at 50–65°C).
Glycerol settles at the bottom and is separated from the biodiesel.
Biodiesel is washed with water to remove residual catalyst, methanol, and soaps.
Water is removed using vacuum drying or heating.
Excess methanol is distilled and recycled back into the process.
High-quality biodiesel and purified glycerol are stored in dedicated tanks.